独立主轴单元,温升低,机床精度稳定,响应快、精度高
适合铜、铝、不锈钢等有色金属的高速加工 、刚性功牙
主要部件品牌及规格
序号
部件名称
制造商
品牌来源地
规格
1
机身
鸿轩
中国
46ZF整体铸件
2
主轴
御成
台湾
A2-5
3
滚珠丝杆
HIWIN/PMI
台湾
3210
4
直线滚珠导轨
HIWIN/PMI
台湾
840-30/760-30(4滑块)
5
XZ丝杠轴承
NTN
日本
20/47
7
控制系统
台湾新代
台湾
7TA总线型系统
8
主轴伺服单元
新代
中国台湾
7.5KW/7.5KW
9
X,Z 轴伺服单元
新代
中国台湾
1.3KW/1.3KW
12
润滑油泵
中国台湾
2.0L
13
冷却水泵
德洋
中国
280W
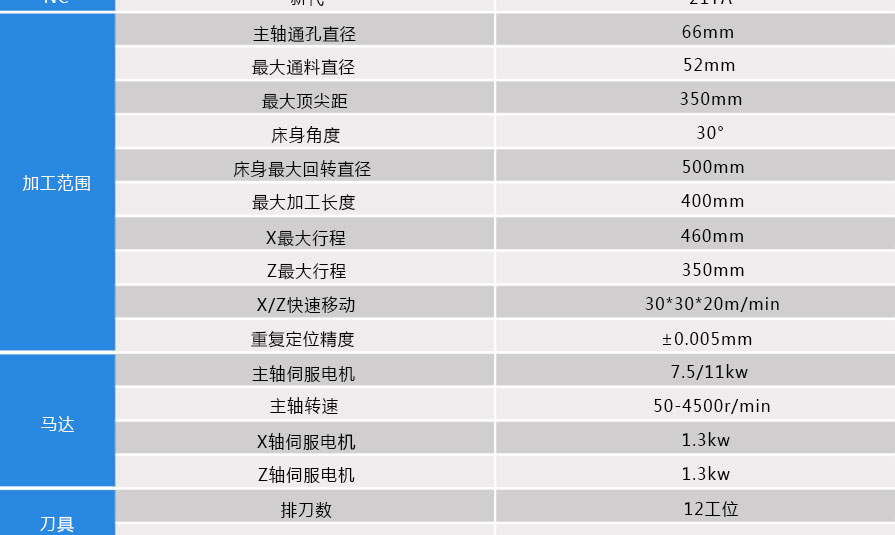
技术参数
| 加工范围 | |||||||||||||||||||||||||
| 最大回转直径 | 460MM | ||||||||||||||||||||||||
| 最大加工直径 | 360MM | ||||||||||||||||||||||||
| 最大加工直径(轴类) | 45MM | ||||||||||||||||||||||||
| 最大加工工件长度 | 150MM | ||||||||||||||||||||||||
| 最大棒料通孔直径 | 45MM | ||||||||||||||||||||||||
| 行程 | |||||||||||||||||||||||||
| X轴有效行程 | 810MM | ||||||||||||||||||||||||
| Z轴有效行程 | 270MM | ||||||||||||||||||||||||
| 主轴 | |||||||||||||||||||||||||
| 主轴鼻端形式 | A2-5 | ||||||||||||||||||||||||
| 主轴最高转速(空转) | 6000RPM | ||||||||||||||||||||||||
| 主轴电机/驱动功率 | 7.5KW/7.5KW | ||||||||||||||||||||||||
| 主轴电机连接方式 | 同步带/V带 | ||||||||||||||||||||||||
| 主轴中心距工作台距离 | 55MM | ||||||||||||||||||||||||
| 主轴中心距地面距离 | 1050MM | ||||||||||||||||||||||||
| 进给 | |||||||||||||||||||||||||
| 快速移动速率X/Z | 24/24 | ||||||||||||||||||||||||
| X/Z轴伺服电机 | 1.3KW/1.3KW | ||||||||||||||||||||||||
| X/Z轴电机连接方式 | 直联/直联 | ||||||||||||||||||||||||
| 精度 | |||||||||||||||||||||||||
| 定位精度 | ±0.005 | ||||||||||||||||||||||||
| 重复定位精度 | ±0.003 | ||||||||||||||||||||||||
| 尺寸重量 | |||||||||||||||||||||||||
| 外型尺寸 | 2150×1540×1770MM | ||||||||||||||||||||||||
| 重量(约) | 2400KG | ||||||||||||||||||||||||
| 备注:本公司保留变更机床技术参数的权利,变更时恕不另行通知! | |||||||||||||||||||||||||
选配配置
1、系统可按需求选配:新代/法兰克/三菱/广数系统
2.排屑机
3.送料机
4.液压卡盘