
刀式带Y轴车铣复合一体,端面和侧面可配动力头,可以实现端面和侧面的钻孔,攻牙及铣扁加工
采用的是台湾新代21TB系统,自动润滑系统,主轴伺服电源7.5KW,最大加工直径420MM,最
大加工长度150MM,最大行程是1000MM,最大转速4500rpm,定位精准度为±0.005,6寸的
液压卡盘。主要适用于有色金属复杂工艺一次成型加工






刀式带Y轴车铣复合一体,端面和侧面可配动力头,可以实现端面和侧面的钻孔,攻牙及铣扁加工
采用的是台湾新代21TB系统,自动润滑系统,主轴伺服电源7.5KW,最大加工直径420MM,最
大加工长度150MM,最大行程是1000MM,最大转速4500rpm,定位精准度为±0.005,6寸的
液压卡盘。主要适用于有色金属复杂工艺一次成型加工
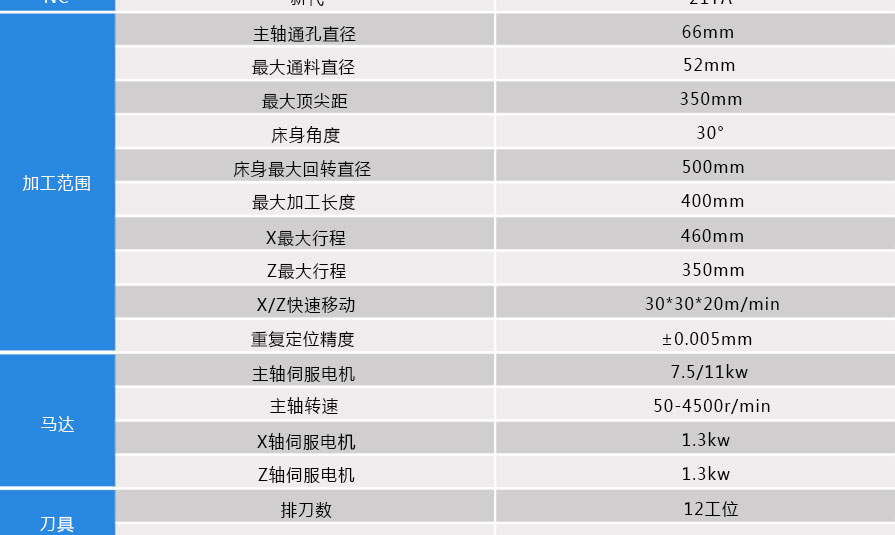
最大回转直径 350MM
最大加工直径(盘类) 320MM
最大加工直径(轴类) 35MM
最大加工工件长度 150MM
最大棒料通孔直径 46MM
行程X轴有效行程(直径) 910MM
Y轴有效行程 250MM
Z轴有效行程 350MM
主轴主轴鼻端形式 A2-5
主轴最高转速 4500RPM
主轴通孔直径 46MM
主轴马达功率 3.0KW/5.5KW
液压卡盘及回转油缸规格 6寸
进给快速移动速率X/Y/Z 30x30x20M/
MINX/Y/Z轴伺服电机 850W/750W/850W
动力头动力头伺服电机 1.3KW
动力头数量 侧3+端2动力头规格
ER6-10精度定位精度 ±0.005
重复定位精度 ±0.003
刀塔刀塔规格 台湾8工位
伺服刀塔尺寸重量外型尺寸 2100×1500×1800MM
重量 2500KG
加工范围
最大回转直径 350MM
最大加工直径(盘类) 320MM
最大加工直径(轴类) 35MM
最大加工工件长度 150MM
最大棒料通孔直径 46MM
行程
X轴有效行程(直径) 910MM
Y轴有效行程 250MM
Z轴有效行程 350MM
主轴
主轴鼻端形式 A2-5
主轴最高转速 4500RPM
主轴通孔直径 46MM
主轴马达功率 3.0KW/5.5KW
液压卡盘及回转油缸规格 6寸
进给
快速移动速率X/Y/Z 30x30x20M/MIN
X/Y/Z轴伺服电机 850W/750W/850W
动力头
动力头伺服电机 1.3KW
动力头数量 侧3+端2
动力头规格 ER6-10
精度
定位精度 ±0.005
重复定位精度 ±0.003
刀塔
刀塔规格 台湾8工位伺服刀塔
尺寸重量
外型尺寸 2100×1500×1800MM
重量 2500KG
标准配置明细
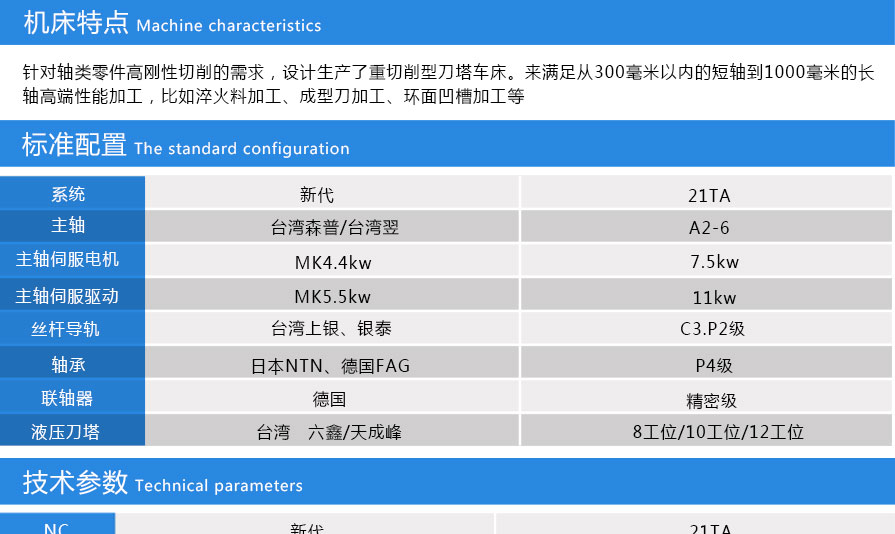
1 新代21TA 6 自动润滑系统
2 全封闭防护罩 7 切屑液系统
3 5.5KW/7.5KW 8 机床照明LED工作灯
4 刚性功牙 9 豪华双色警示灯
5 USB和以太网接口 10 工具箱和随机技术文件
主要部件品牌及规格
序号 部件名称 制造商 品牌来源地 规格
1 机身 鸿轩 中国 46ZH
2 主轴 健春 台湾 A2-5
3 滚珠丝杆 HIWIN/PMI 台湾 4010
4 直线导轨 HIWIN/PMI 台湾 35/35
5 轴承 NSK 日本
6 联轴器 德国
8 控制系统 台湾新代 台湾 21TB
9 主轴伺服单元 新代 台湾 7.5KW/11.0KW
10 三轴伺服单元 安川 日本 1.3KW/1.0KW/1.3KW
11 刀塔 台嘉 台湾 TJ63-8T
12 润滑油泵 台湾 1.5L
13 冷却水泵 洛凯/明泽 中国 450W
1、安装的前期准备
1)请确保机床放置区域地面基础牢固,大型机器需要预制水泥地基,地基图另行通知。
2)请预先安装好三相380V,50Hz电源,并确保接地良好,建议附稳压电源。
3)请确保有不低于0.6MPa的气源并且保证压缩空气干燥无水份。
4)请提前准备好润滑油和切屑液,导轨润滑油规格为ISO VG68,选配主轴油冷机为ISO VG10。
5)请买方指定机台的操作人员和维护人员,并指派专门人员协助我公司进行机床的安装调试。
2、调试和验收
标准名称 标准号
机床几何精度验收标准 JB/T 8771.2-1998
机床定位精度和重复定位精度验收标准 JB/T 8771.4-1998或JISB6330
1)在安装调试验收工作之前,由买方按第1条要求做好准备工作。
2)外观检验:买卖双方人员进行外观目测检视,工具及配件依合同及附件清点验收。
3)性能、功能验收:依据双方所确定机械及控制器之供货范围进行验收。
4)机械精度验收:依照我公司提供随机出厂合格证明书上精度检验记录为验收之依据。
5)验收完成后,买方需即时在《安装调试验收单》上签字,一式两份,双方各保管一份。
3、培训
乙方负责为甲方进行技术培训,培训时间为1-2个工作日,培训人员1~5人,培训地点在乙方,也可在甲方公司进行培训。培训内容包括机床结构、性能及功能、数控系统、编程及操作,机床维护保养等知识。培训人员食宿自理。
车铣复合式数控车床培训内容
1 操作
1) 开机、关机步骤:
2) 操作面板按键功能介绍;
3) 加工程序的开始、中断、结束的操作讲解;
4) ATC中断后恢复;
5) 机床操作注意事项介绍;
6) 操作练习。
2 编程
1) 坐标系介绍;
2) G指令、M、S、T指令的介绍;
3) 程序的组成结构介绍;
4) 程序的编辑、存储、使用的方法说明;
5) 编程注意事项介绍;
6) 编程练习。
3 保养
1) 机械结构介绍;
2) 日常维护要点介绍;
3) 一般故障诊断方法介绍;
4) 一般故障排除方法介绍;
5) 保养练习。
