

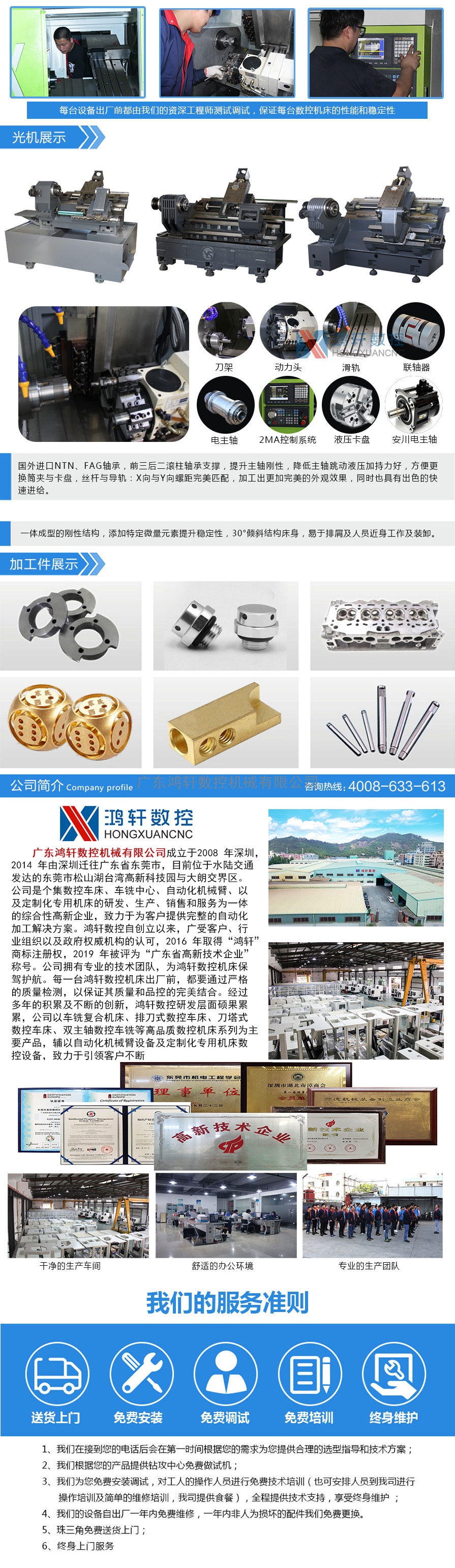
HXCNC-600T伺服刀塔尾顶车床是用来满足夹持直径从120MM到250MM,夹持长度从100MM到600MM以下的轴类零件大批量的加工,主要采用的是台湾新代6TA-E系统,自动润滑系统,主轴伺服电源7.5KW,最大行程230MM,最大转速4500rpm,定位精准度为±0.005,6寸的液压卡盘。

机床特点:HXCNC-600T伺服刀塔尾顶车床是用来满足夹持直径从120MM到250MM,夹持长度从100MM到600MM以下的轴类零件大批量的加工,主要采用的是台湾新代6TA-E系统,自动润滑系统,主轴伺服电源7.5KW,最大行程230MM,最大转速4500rpm,定位精准度为±0.005,6寸的液压卡盘。
返回列表
HXCNC-600T伺服刀塔尾顶车床是用来满足夹持直径从120MM到250MM,夹持长度从100MM到600MM以下的轴类零件大批量的加工,主要采用的是台湾新代6TA-E系统,自动润滑系统,主轴伺服电源7.5KW,最大行程230MM,最大转速4500rpm,定位精准度为±0.005,6寸的液压卡盘。
主轴鼻端形式 A2-6
主轴最高转速 4500RPM
主轴通孔直径 66MM
主轴马达功率/驱动器功率 11KW/18.5KW
液压卡盘及回转油缸规格 8寸
快速移动速率X/Z 24M/MIN
X/Z轴伺服电机 2.4KW/2.4KW
定位精度 ±0.005
重复定位精度 ±0.003
刀塔型号 台湾SWFIT-12工位伺服刀塔
尾座锥度 莫氏5#
尾座套筒直径 80mm
尾座行程 120
HXCNC-600T伺服刀塔尾顶车床是用来满足夹持直径从120MM到250MM,夹持长度从100MM到600MM以下的轴类零件大批量的加工,主要采用的是台湾新代6TA-E系统,自动润滑系统,主轴伺服电源7.5KW,最大行程230MM,最大转速4500rpm,定位精准度为±0.005,6寸的液压卡盘。
标准配置明细
|
1 |
新代6TA-E |
7 |
自动润滑系统 |
|
2 |
全封闭防护罩 |
8 |
切屑液系统 |
|
3 |
主轴功率11KW/驱动器功率15KW |
9 |
机床照明LED工作灯 |
|
4 |
8寸液压卡盘,软爪1付 |
10 |
台湾SWFIT80-12T伺服刀塔
|
|
5 |
刚性功牙,单边进刀6mm |
11 |
豪华双色警示灯 |
|
6 |
USB和以太网接口 |
12 |
工具箱和随机技术文件 |
